As the world confronts the pressing challenges of climate change and environmental degradation, industries worldwide are rethinking traditional practices, with rubber production at the forefront of sustainable transformation. Rubber, a crucial material across numerous industries,
Industrial applications require materials that can withstand extreme conditions, including high temperatures, chemical exposure, mechanical stress, and abrasion. Rubber compounds are essential in manufacturing processes, providing critical solutions in seals, gaskets, hoses, vibration dampers, and other industrial components.
The automotive industry is continually evolving, and the demand for innovative materials that improve performance, safety, and longevity is ever-growing. Rubber compounds, which are critical components in various automotive applications, play a vital role in ensuring the functionality and efficiency of vehicles. From tires to gaskets, seals
As industries worldwide continue to focus on sustainability, the rubber manufacturing sector is also making strides in creating eco-friendly materials. Rubber, an essential component in many industries—from automotive to medical—has traditionally posed environmental challenges due to its production processes and disposal issues.
In the aerospace industry, performance and safety are paramount, and materials must withstand extreme conditions while maintaining integrity and reliability. Rubber compounding plays a vital role in this, providing solutions for seals, gaskets, vibration isolators, and other critical components in aircraft.
Rubber is an incredibly versatile material that can be engineered to perform in some of the harshest environments on Earth. Whether exposed to extreme temperatures, chemicals, high pressures, or constant mechanical stress, rubber compounds can be tailored to meet the specific demands of industries such as aerospace, oil and gas
Rubber is a critical material in the automotive industry, where it serves various functions that impact vehicle performance, safety, and efficiency. From tires to seals, gaskets, and suspension components, rubber plays a central role in the construction and operation of modern vehicles. Its durability
The rubber industry faces increasing pressure to reduce its environmental footprint, as sustainability becomes an essential goal for industries worldwide. The production of rubber, especially synthetic rubber, traditionally involves energy-intensive processes and the use of non-renewable resources.
In today’s electronics industry, rubber compounds serve a critical role in providing electrical insulation, sealing, and protecting delicate components. Electronics manufacturers rely on rubber materials to create durable, long-lasting seals, connectors, and vibration dampers
Rubber materials have become indispensable in the medical device industry, with applications ranging from surgical gloves to medical seals and tubing. Due to their flexibility, durability, and biocompatibility
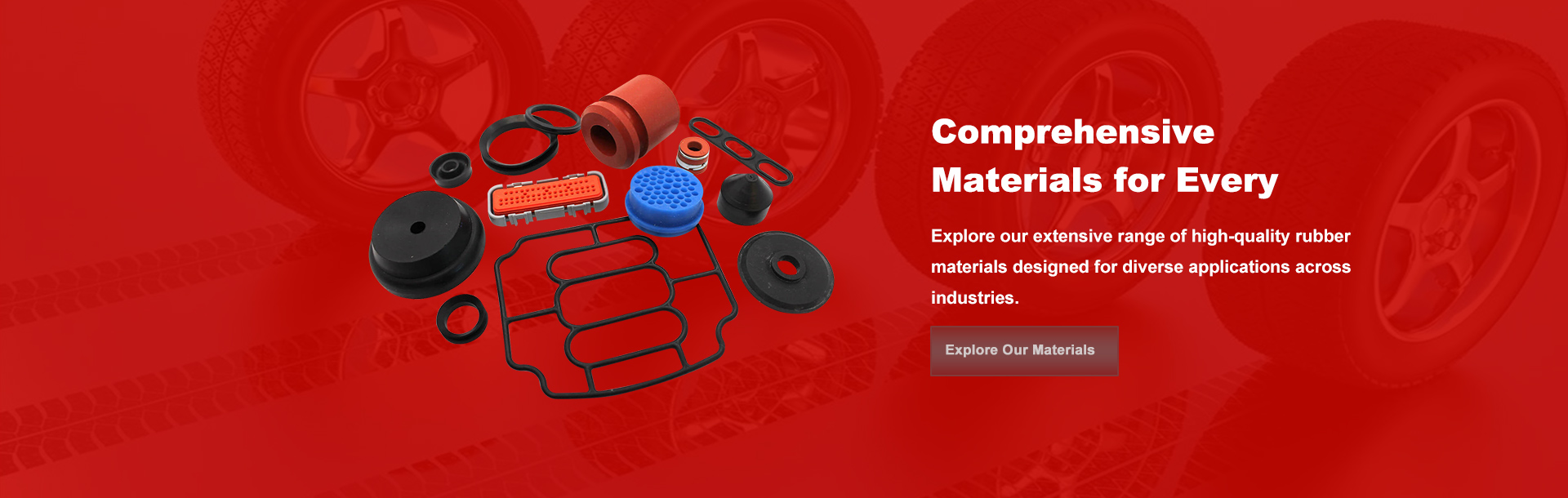
Rubber compounds have become indispensable in various industrial applications due to their versatility, resilience, and durability. Whether used in machinery components, seals, gaskets, or protective coatings
Rubber compounds are essential components in the transportation industry, playing a vital role in enhancing performance, safety, and longevity of vehicles. From automotive tires and suspension systems to seals and gaskets, rubber materials contribute significantly to the smooth operation and safety of transportation systems
Water management systems are essential for ensuring the reliable delivery of water for residential, industrial, and agricultural use. Rubber compounds are widely used in water management components such as seals, gaskets, and hoses, where they help maintain leak-free operation and ensure the long-term durability of the system.
Heating, ventilation, and air conditioning (HVAC) systems are essential to maintaining a comfortable and safe environment in buildings and industrial spaces. The performance and efficiency of HVAC systems depend on the integration of durable, high-performance materials
Rubber compounds are critical in the electrical and electronics industry due to their unique properties, such as electrical insulation, resistance to high temperatures, and flexibility. These compounds are widely used in components like cables
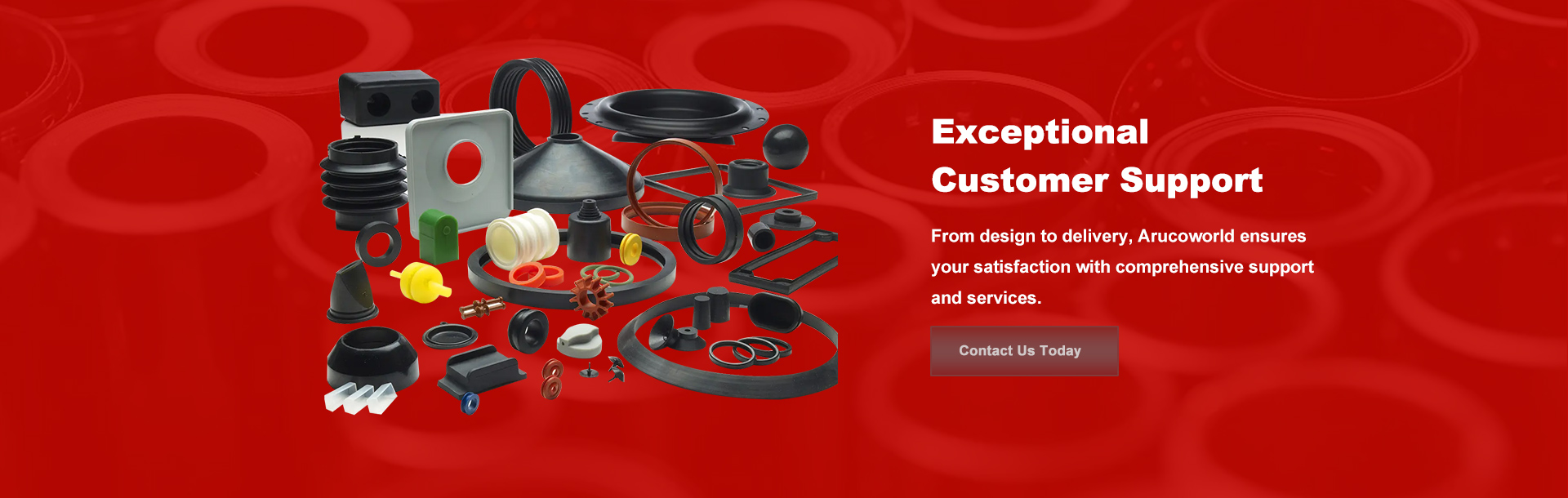
Seals and gaskets are integral components in a wide variety of industries, ensuring that systems and machines remain airtight, watertight, and resistant to external elements. Rubber materials are frequently used for seals and gaskets due to their excellent sealing properties and ability to withstand environmental stress.
Industrial applications rely on rubber for components that endure harsh operating conditions, including high temperatures, mechanical wear, and exposure to chemicals. Rubber’s versatility in industrial manufacturing makes it an essential material in various sectors such as construction, machinery, and energy.
Rubber is widely used in the aerospace industry for components that must perform under extreme conditions, including high altitudes, temperature fluctuations, and high mechanical stress.
Rubber is a critical material in the automotive industry, used in a wide range of components that improve both performance and safety. From tires to seals, rubber ensures that vehicles operate efficiently and safely in a variety of conditions.
Medical-grade rubber is essential for healthcare devices and equipment due to its durability, flexibility, and biocompatibility. With the medical industry's stringent standards, rubber must meet high-level safety and performance specifications, including resistance to chemicals and sterilization.
Rubber’s flexibility, durability, and resilience make it an ideal material for sports equipment. From tennis balls to shoe soles, rubber enhances performance, durability, and comfort in athletic gear, supporting athletes in a range of sports.
Conductive rubber is widely used in electronics for its ability to shield sensitive equipment from electromagnetic interference (EMI). It is a versatile material in applications like circuit protection and static dissipation.
Flame-resistant rubber is critical for applications in high-risk environments, such as aerospace, automotive, and construction. This material is designed to withstand exposure to high temperatures and flames, preventing component failure under extreme conditions.
With environmental concerns rising, the rubber industry is moving towards sustainable practices to reduce its ecological footprint. This includes using recycled materials, biodegradable rubber, and reducing waste in production.
Food-grade rubber is essential in applications where materials come into direct contact with food products, requiring compliance with strict safety and hygiene standards. These rubbers must be free from toxic substances
Rubber seals and gaskets play a crucial role in preventing leaks in diverse applications, from automotive engines to industrial machinery. Their flexibility and resilience ensure tight, secure seals, keeping liquids and gases contained.
In industrial applications, rubber components often encounter harsh chemicals that can degrade standard materials. Advanced chemical-resistant rubber formulations prevent deterioration, ensuring durability and functionality in demanding environments.
Introduction to Rubber in Medical Equipment
Rubber is widely used in medical devices due to its biocompatibility, durability, and flexibility. These properties make it ideal for applications requiring hygiene, precision, and patient comfort, from medical seals to surgical tubing.
Rubber’s flexibility, durability, and resistance to various environmental factors make it an indispensable material in the automotive industry. Rubber components enhance vehicle performance and safety by reducing vibration, sealing parts, and providing flexibility.
Rubber’s unique properties make it a key material in seismic isolation technology, which helps protect buildings and infrastructure from earthquake damage. By absorbing shock and reducing vibrations,
Rubber’s insulating properties make it an ideal material for electrical applications, where protection from electrical currents is crucial for safety and performance. Rubber-based insulation products are used in wires
Rubber gaskets create essential seals in applications that require fluid, air, or contaminant isolation. These components are designed to fit specific equipment configurations,
Heavy machinery operates in tough environments, from mining sites to construction fields. Durable rubber components, including mounts, seals, and isolators, play an essential role in ensuring equipment longevity, performance,
Rubber sealing solutions are essential for protecting industrial machinery and equipment from contaminants, leaks, and environmental damage. From hydraulic seals to O-rings, rubber seals maintain operational efficiency,
Sponge rubber, available in both closed-cell and open-cell structures, offers versatile solutions for applications needing lightweight, flexible materials with excellent sealing and insulating properties.
Custom molded rubber products are integral to modern manufacturing, providing tailored solutions for specific applications across various industries. This process involves molding rubber into precise shapes, meeting the unique specifications required for automotive, medical, and industrial applications.
Rubber gaskets play a critical role in the chemical industry, providing a vital barrier that prevents leaks and protects equipment from exposure to hazardous chemicals.
Rubber-to-metal bonding technology has become integral to modern manufacturing, providing robust, flexible components across industries like automotive,
For rubber products, raw rubber is required to have a certain plasticity. For example, for rubber of molded industrial products, the plasticity of raw rubber is required to be around 0.25-0.35. For calendering
Silicone tube: also known as silicone tube. Used as a carrier for the circulation and coating of liquids, gases and other materials. It has high/low temperature resistance, no cracking
In 1493, Spanish explorer Columbus led his team to the South American continent for the first time. Here, the Spaniards saw Indian children and young people playing a game